Muller Chokes: How Jimmy Muller Started the First Space-Age Shotgun Choke Company

Let’s think of Jimmy Muller as the Elon Musk of the shotgun choke universe. You know Mr. Musk as the founder of Tesla Motors and Space-X – a visionary disrupter whose innovations achieved extraordinary breakthroughs in transportation and space travel.
And although shotgun chokes may not make it into the Smithsonian Institute or the Wall Street Journal, Mr. Muller’s impressive job resume that overlaps aerospace, clays shooting and most recently his company, Muller Chokes, catapults him into the archives of our sport as a uniquely American visionary-inventor entrepreneur whose products have disrupted decades of common wisdom about choke and shotshell performance.

Jimmy Muller
He’s devoted nearly three decades of experience in aerospace and defense manufacturing − notching industry certifications that concern alloys, super alloys, heat treating, metallurgy, exotic materials, blueprints, coatings and high-tolerance machine practices. He worked on classified formulas and techniques to make products that saw action in combat Blackhawk helicopters, the Hubble Telescope, the International Space Station and nuclear submarines. Bottom line: the guy understands “mission critical.”

And if you’re in a clays tournament shoot-off, you bet that next target is mission critical.
As it turned out, Mr. Muller is hard-wired to design and manufacture space-age shotgun chokes.
He started shooting trap and skeet at the local Remington Gun Club in 1978, in Lordship Connecticut. He was nine years old.

Muller Competition Chokes
“When I was five I started duck hunting with my dad who was a master wingshooter,” he recalled. “We lived on Nell’s Island Marsh, that was near the Remington Gun Club. I shot my first greenwing teal there with a .410. And after many years of wingshooting, basically when I got older sometime around 1990, I wanted to become a better wingshooter and I was introduced to sporting clays like my dad. After that, basically I was hooked. That was 1993.”
He competed in local clays competitions every year, scoring class wins along the way. In 1985 he studied machine tools as a freshman at Platt Regional Vocational School in Milford, Connecticut and graduated from there in 1988. By graduation he had secured a work-study apprenticeship at an aerospace and defense manufacturer. In 1991 he completed his Journeyman Certification at Bullard Havens Technical School.
Over time, he rose to become a Master Class shooter with the National Sporting Clays Association. He also took up FITASC and 5-Stand.
“From my childhood I was driven to excellence in shooting,” Mr. Muller said. “I wanted to improve my wingshooting in hopes of being almost as good as my Dad.”
Mr. Muller’s clays competitions put him right in the middle of the shotgun choke conversations that burn lots of clubhouse time. He heard shooters complain that chokes were too heavy, prone to rust, fouled with build-up, delivered inconsistent patterns, did not pattern as marked or identified, worked loose… a grocery list of gripes that Mr. Muller had experienced himself.
“We were still defining choke patterns from the 1940s and 1950s with less than perfect ammo and wads,” he explained. “Back then chokes were defined by the percentage of pellets in a 30-inch circle at 40 yards in a pattern, on a fixed distance and fixed diameter regardless of factory barrel bore and ammo specifications. That still applies to chokes today.”

FITASC, Sporting and 5-Stand World Champion Gebben Miles uses Muller Competition Chokes.
In 1993 when he started competing seriously he had to buy 10 chokes, pattern them, and ultimately only two of them met his standards for effective patterning. He called the owner of one choke company and told him surface differences varied, and the tolerances were inconsistent.
“The guy swore at me and he wouldn’t take them back,” Mr. Muller said. “They were scrap in my opinion. The next day I went into the machine shop and made my own chokes and the patterns were amazing. I made two chokes, one for near and one for far. I won a lot of tournaments with those chokes and became a Master Class shooter.”
The choke design that Jimmy Muller ultimately developed.
He began perfecting his ideal choke for commercial production. It would be extended, deliver the superior patterns of fixed chokes, and weigh light enough to retain the shotgun’s original point of balance.
At the time, and even today, choke makers focused on matching the thread differences from individual shotgun manufacturers, with little to regard to other barrel variances. From the outset, Mr. Muller recognized that the calculus for a great aftermarket choke must add everything about the barrel.
He started with two shotguns: a Beretta Mobil Choke system and a Browning Invector Plus. They represented “opposite ends of the spectrum” as he explained it – the Beretta measuring .719 inch and the Browning .743 inch.

Here’s a sample comparison of the Muller Ü1 choke with comparable improve cylinder offerings from popular choke manufacturers. The Muller Ü1 features different constrictions compatible with shotgun makers’ factory barrel specifications. By comparison, the other chokes constrictions are all the same regardless of shotgun brand – a method that Jimmy Muller says is antiquated.
He shot some 12,000 rounds at paper targets, initially checking shot patterns and different technical specifications for clays, turkey and waterfowl. He added high-speed photography to his analysis. The comprehensive research integrated choke finishes, inside diameters, grooves and other potential improvements for the greatest possible performance.
“I started with one gun and shot at a paper target, and kept changing the chokes and repeating the process until I reached the least deviation,” Mr. Muller explained.
“What I learned very quickly is that it didn’t matter what brand of choke it was, ninety percent of them didn’t pattern how they were marked,” he said. “Through that learning curve I realized how different chokes needed to be made as per gun makers’ specific tolerances to make sure my Beretta and Browning chokes were the best they can be.”
His work with the Defense Advanced Research Projects Agency (DARPA) on classified project and ceramics led him to compound for diesel engine parts that sustained 24,000 RPM with no lubrication.
“I realized I found my new choke material,” he said.

The slick ceramic-Teflon materials of Muller Chokes is designed to improve performance.
Muller Featherlite Chokes are fabricated from of aerospace-grade ballistic aluminum that is twice as strong as steel and then infused with a proprietary ceramic to achieve wear resistance, smoothness and surface hardness that exceeds a high speed steel drill bit.
The Featherlite chokes employ a ceramic-Teflon compound surface coat like a non-stick frying pan. According to Mr. Muller, his chokes are slick enough to avoid the shotshell residue build-up responsible for pattern inconsistencies, point of impact variations and velocity aberration. The material also contributed to his claim that Muller chokes are the hardest in the world at 60+ RC (Rockwell hardness “C” scale, competitors are usually around 40 or less).
If you believe, like Mr. Muller, that shotgun choke technology is still firmly entrenched in the industrial age, the notion of standardized constructions such as improved cylinder, full or modified also become obsolete. His alternative was the creation of the now-famous Ü Classification System for the patented Featherlite clays, turkey and waterfowl chokes.

The Muller Competition Chokes nomenclature visible on the chokes.
“People aren’t getting what they think they’re getting, so why would I mark those chokes the same way?” he explained. “I had to start something new and simple and I was going to need a trademark and logo so I originally came up with Ü 1, 2 and 3, but over time developed Ü0 and Ü4. There’s really no reason to have more. Most choke makers have up to 13 constrictions.”
His final Featherlite choke nomenclature evolved into:
Ü0 = Cylinder/Skeet
Ü1 = Skeet/Improved Cylinder
Ü2 = Light Modified/Modified
Ü3 = Modified/Improved Modified
Ü4 = Full/Extra Full
Come 2010, Muller’s Featherlite Chokes hit the market and now he supplies them for 40 different shotgun brands, including subgauge models. The Muller Featherlite Chokes are fabricated in a Connecticut machine shop that manufactures aerospace components.
In a way, after working 16 hours per day, Mr. Muller has now come full circle with his choke company. He’s revisiting that boyhood love of duck hunting on Nell’s Island Marsh with his father with the wingshooting and hunting chokes he originally developed years ago. He believes in them so strongly that the Muller Waterfowl/Hunting chokes boast of a “No-Risk Money Back Guarantee they will out pattern any other choke regardless of ammo choice, shot size, material, wad, velocity – you name it.”
“They are the only chokes in the world with no limits,” he said.
The Muller Waterfowl/Hunting Chokes have a Ceramic matte-black exterior finish that is glare resistant and rust-proof. His proprietary Gun Specific Geometry (G.S.G) guarantees the most uniform, deadliest patterns ever produced for lead, steel, Bismuth, Hevi-shot, Tungsten and Tungsten Matrix.

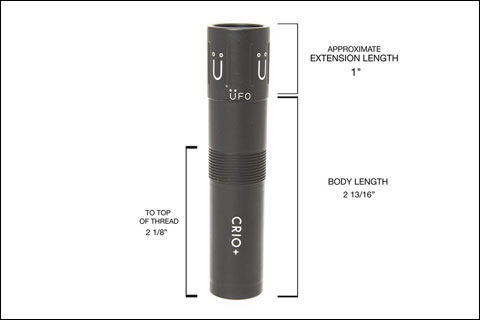
Muller Waterfowl Chokes with their unique constrictions.
And the vein of his competition categories, the Muller Waterfowl/Hunt chokes are available in three constrictions: Decoy (waterfowl/upland inside 30 yards), Passing (waterfowl/upland 31-50 yards) and UFO (waterfowl/upland 51 yards plus).
“You can soak those chokes in saltwater for months and they’ll never rust,” he assured.
His devotion to product satisfaction reflects in sales. The Featherlite and Waterfowl/Hunting Chokes are only sold in the Muller Chokes online store or at clays tournaments to help ensure quality control.
“I’m not interested in mass production for a big-box retail store,” he said. “I’m only interested in selling top quality chokes to the shooting community. That’s why I started Muller Chokes.”
Irwin Greenstein is the publisher of Shotgun Life. You can reach him at contact@shotgunlife.com.
Useful resources:
The web site for Muller Chokes

Irwin Greenstein is Publisher of Shotgun Life. Please send your comments to letters@shotgunlife.com.
Comments